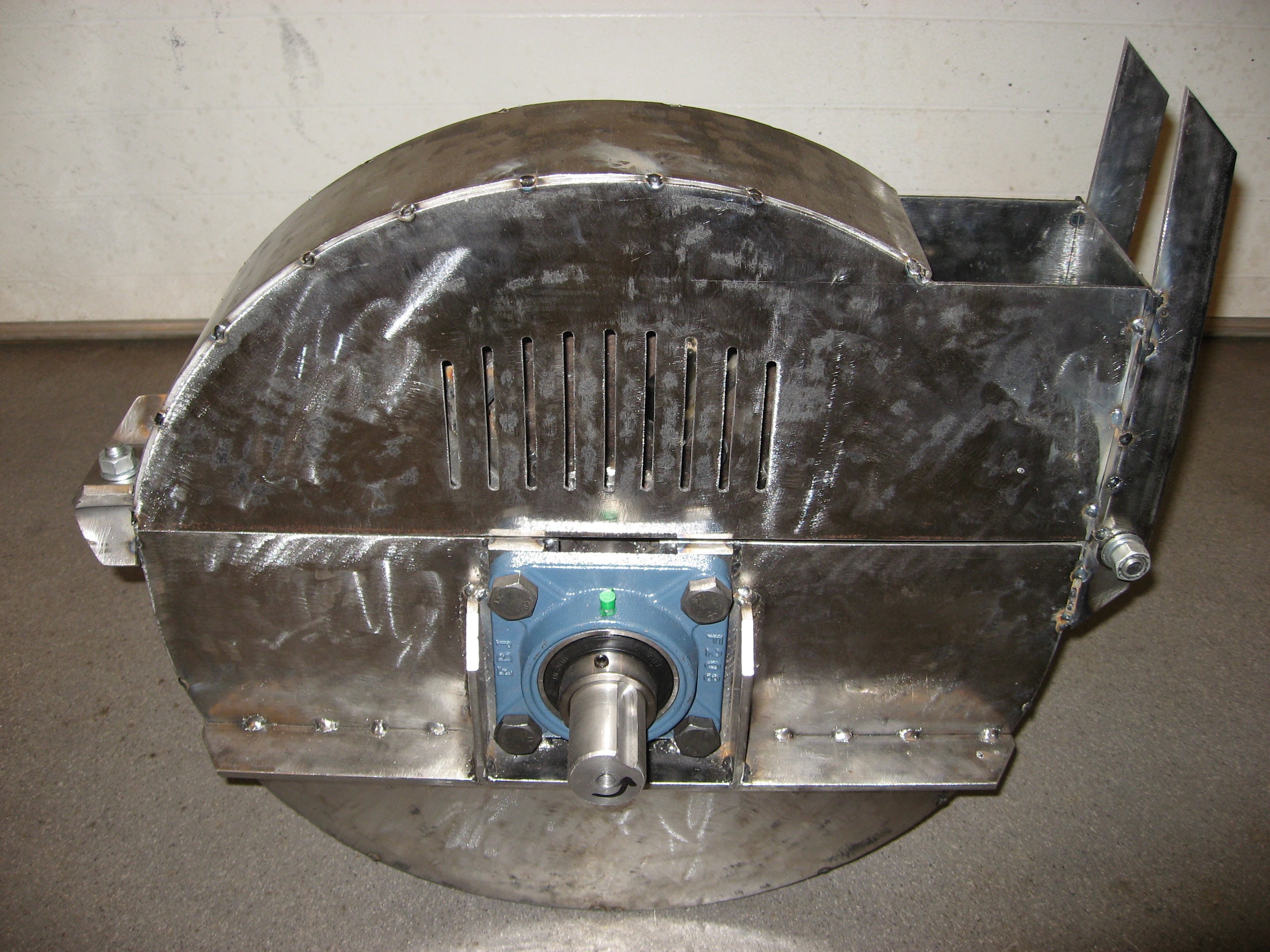
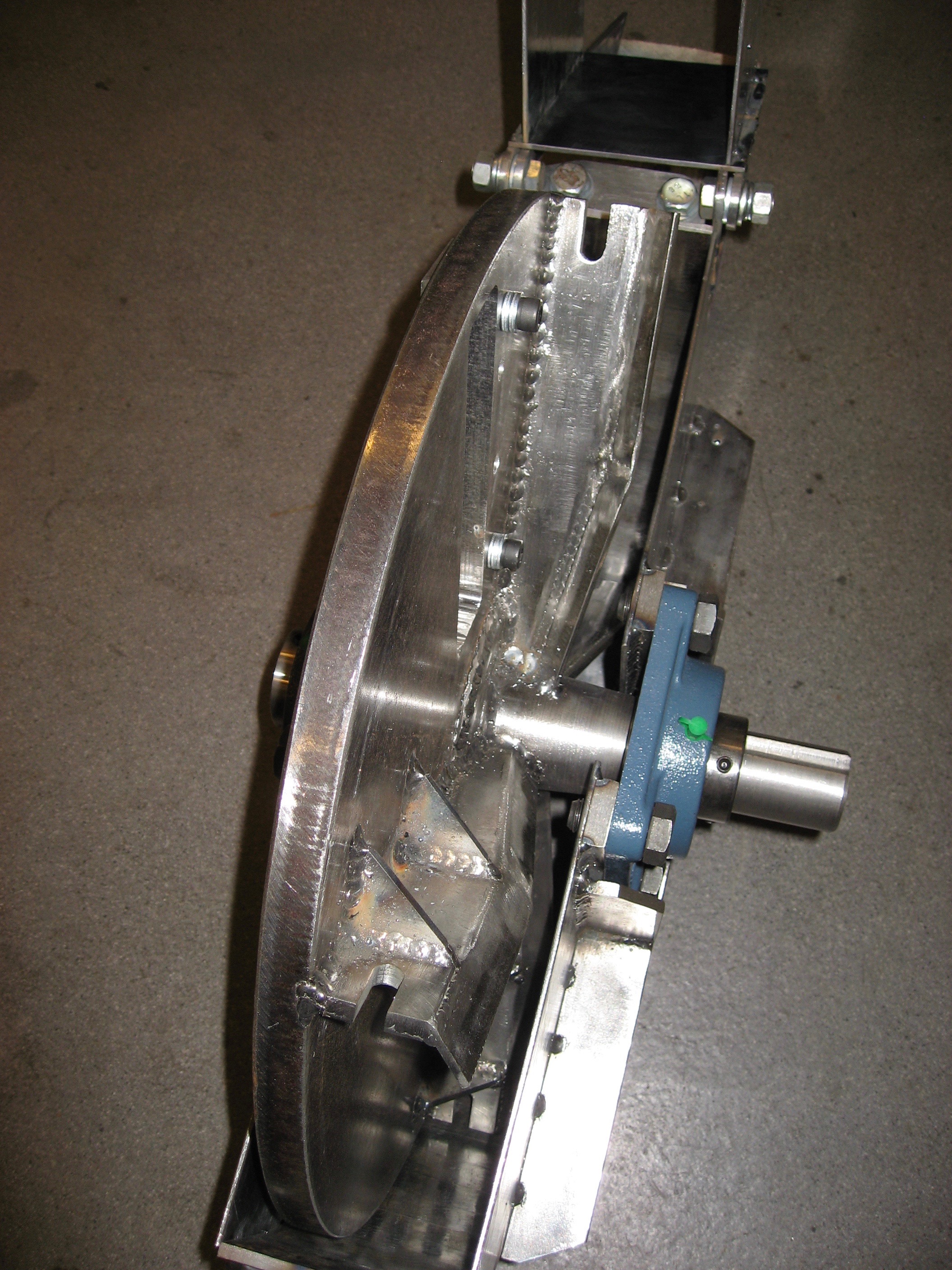
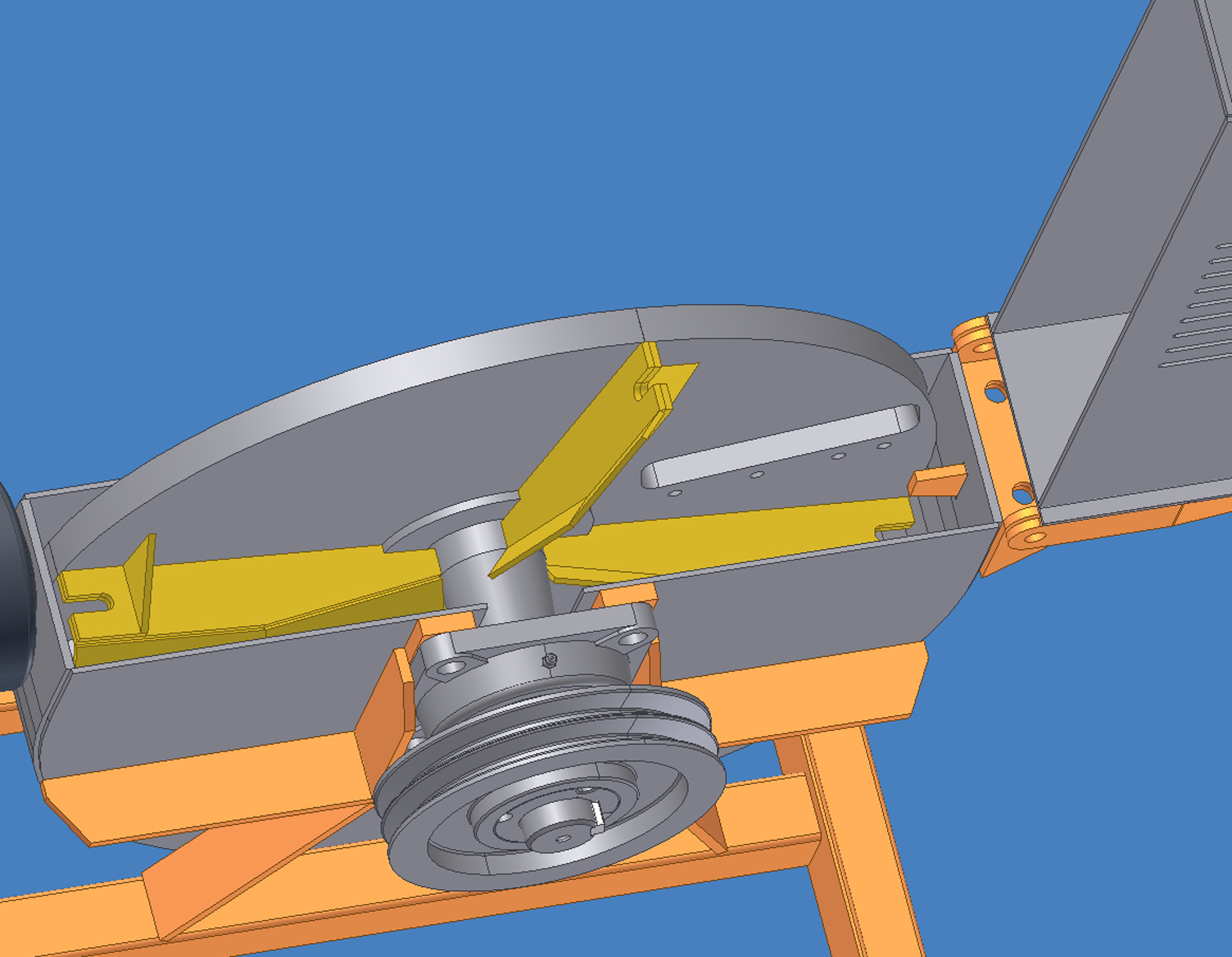
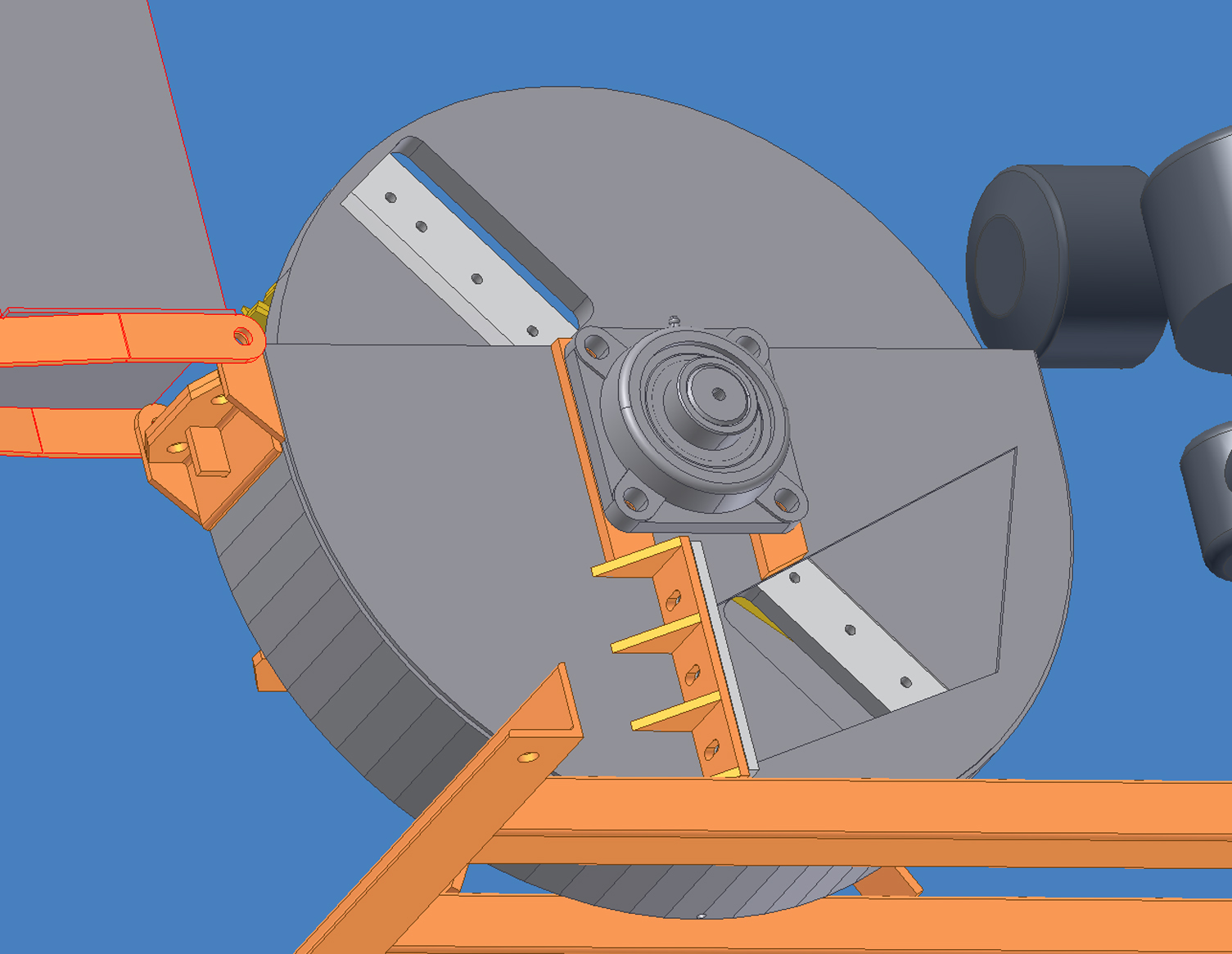
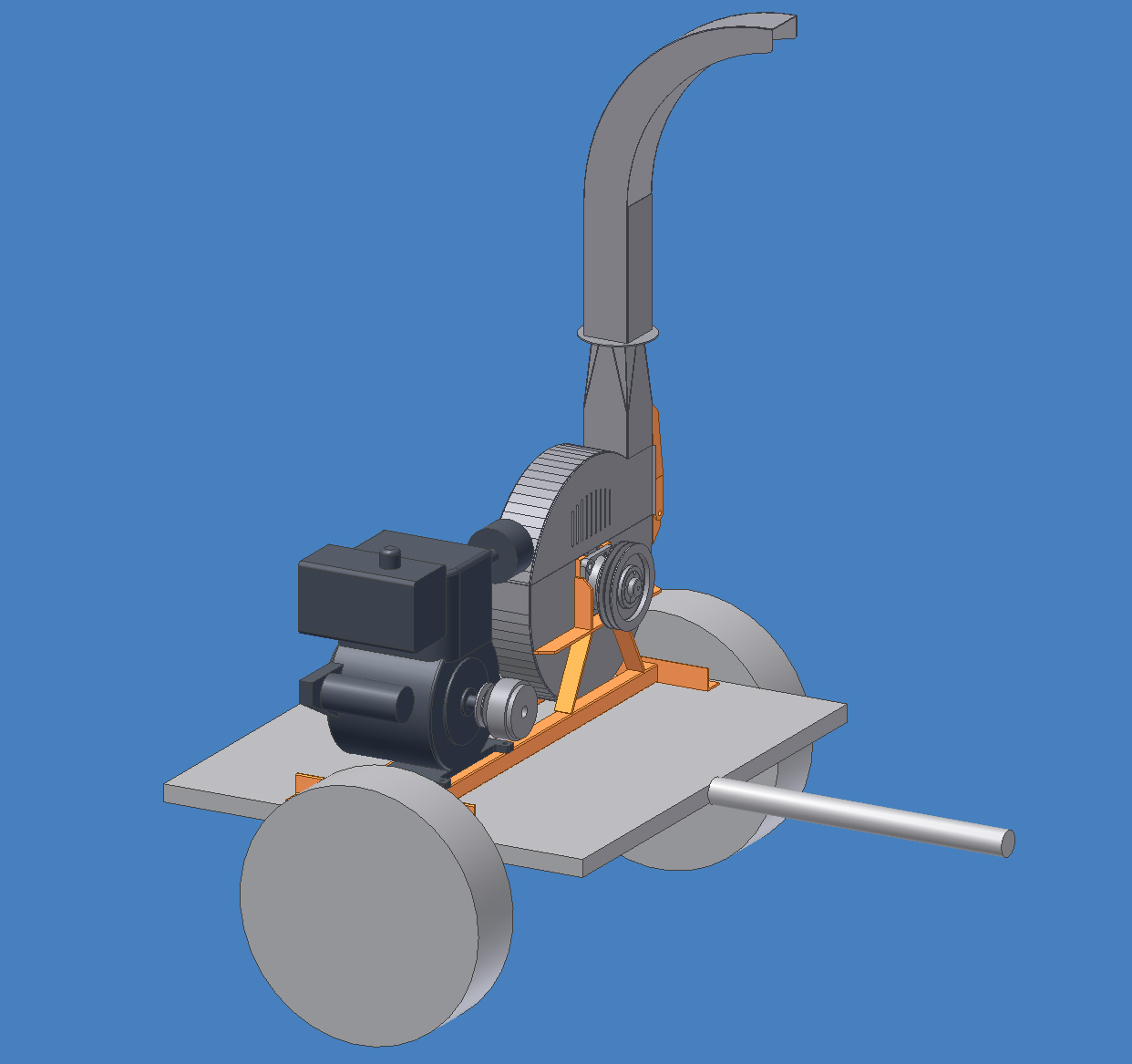
Laikkahakettimen tarkkuudeltaan vaativin osa on itse laikkakokonaisuus, joka pyörii noin 1 350 k/min. Pyörimisnopeuden ja painon takia laikkakokonaisuuden tasapaino on oleellinen tekijä toiminnan ja kestävyyden kannalta. Koska minulla ei ole mahdollisuutta jälkikoneistukseen näin isolle kappaleelle niin ainoaksi vaihtoehdoksi jäi hyvin huolellinen hitsauskokoonpano.
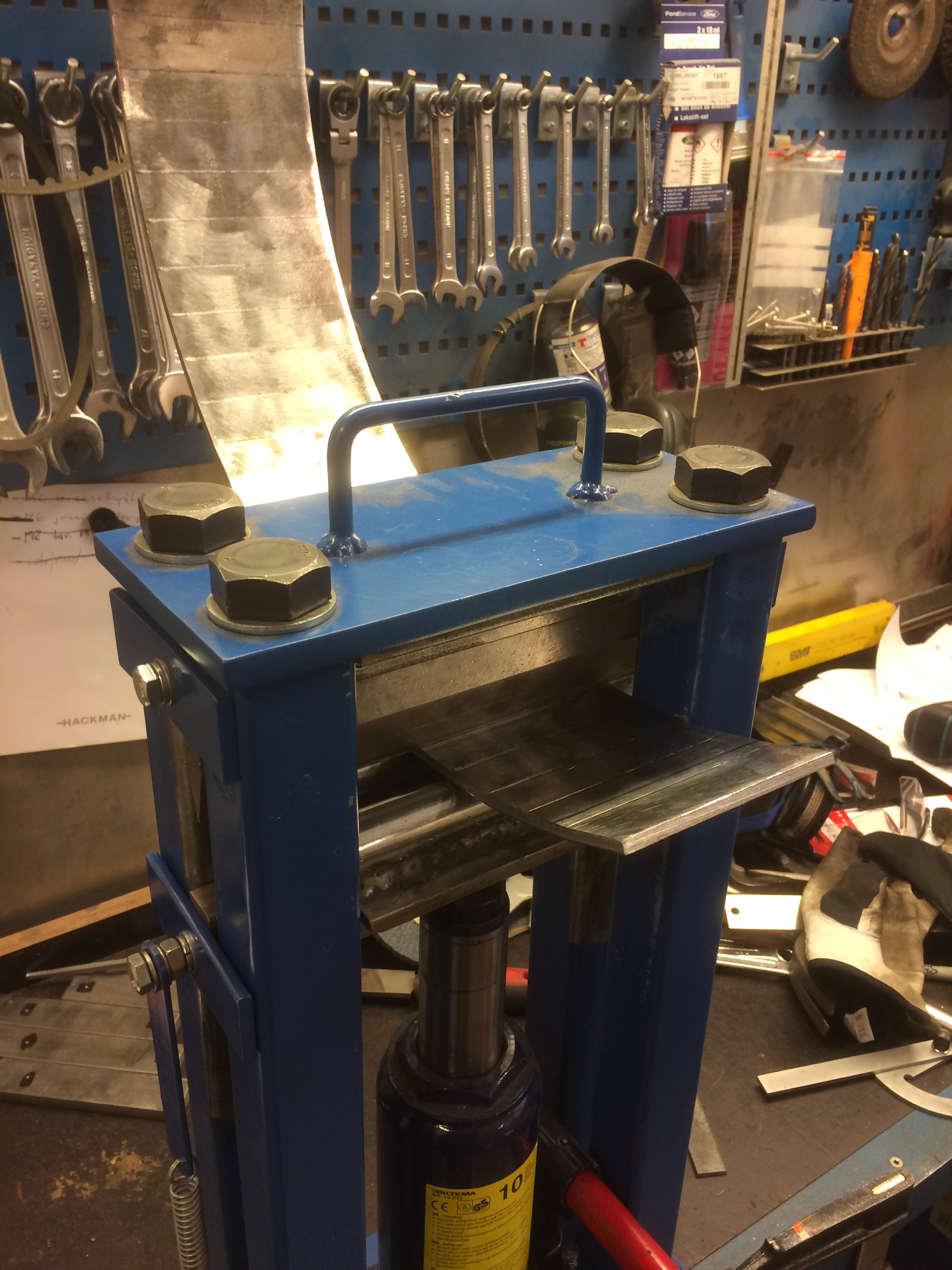
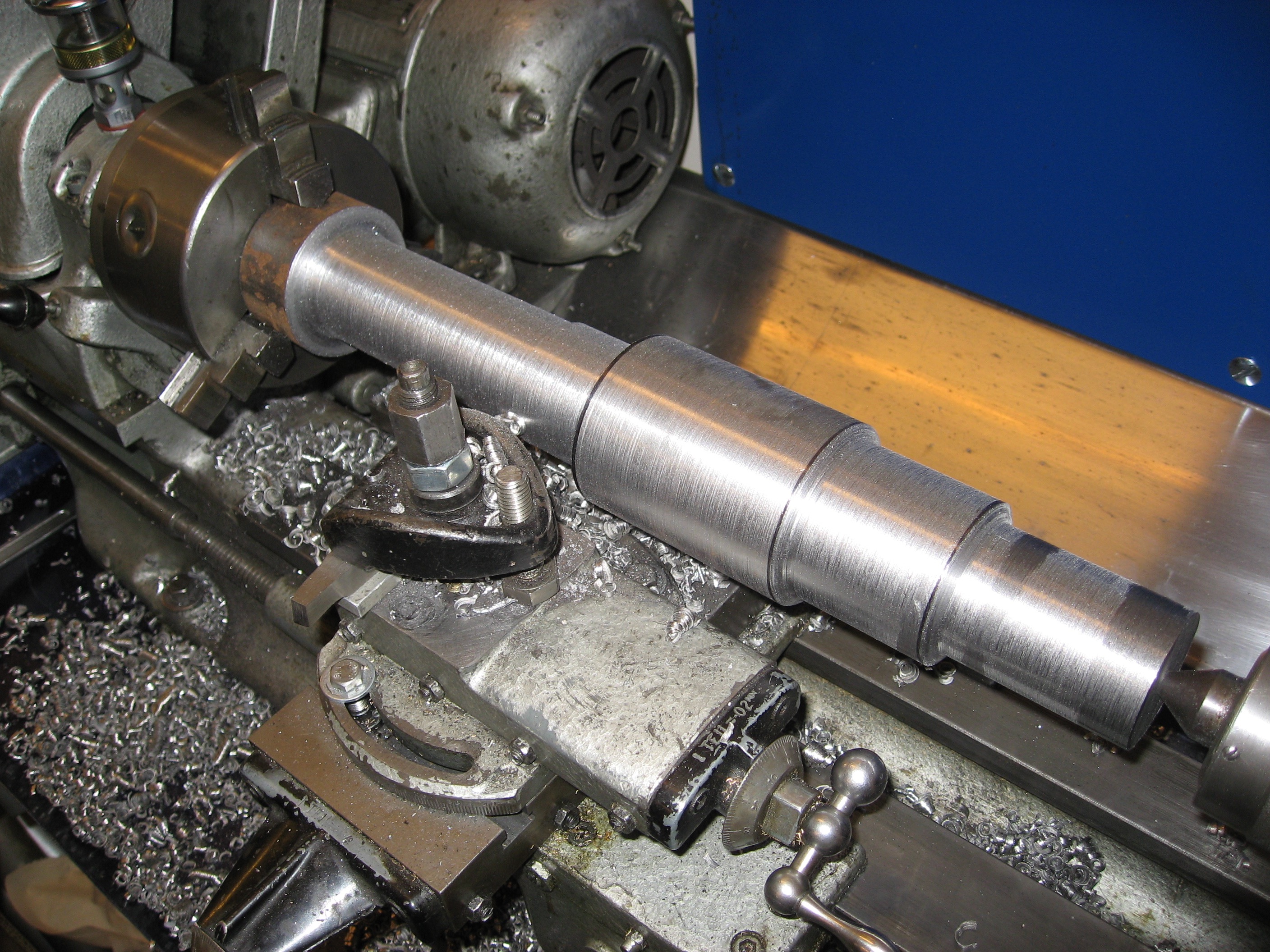
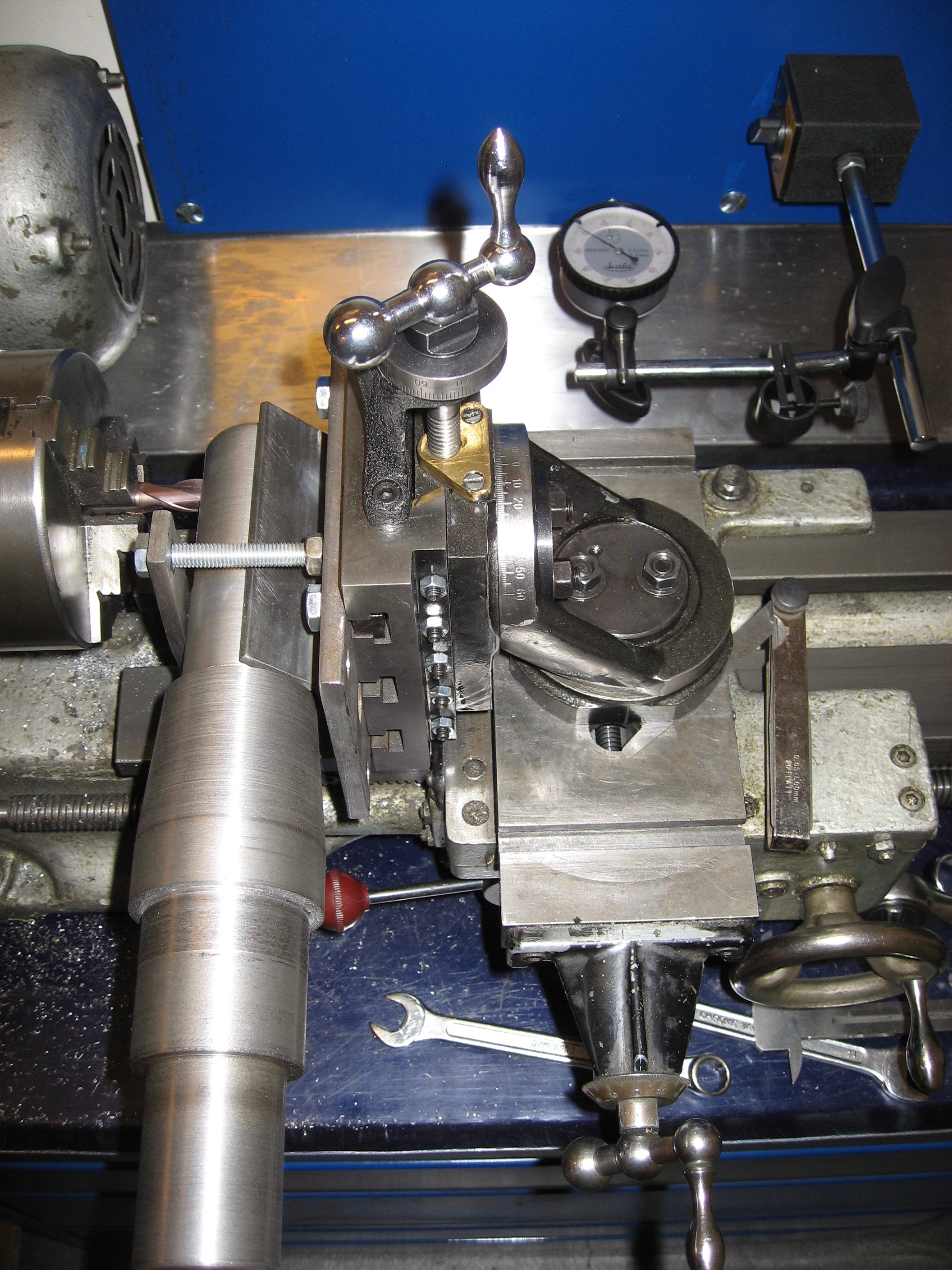
Säteittäisen ja aksiaalisen heiton mittaamista varten tein tasapainoitustelineen neljän 16 mm kuulalaakerin avulla. Heti alkuun osoittautui, että akselin keskireikä oli 1 mm pois keskipisteestä, joka aiheutti 2 mm säteittäisheiton. Tämä korjattiin avartamalla akselireikää 1 mm heiton suuntaan. Vastaavasti toiselle puolelle akselireikää laitoin 1 mm peltiliuskan keskittämään akselin hitsausta varten.

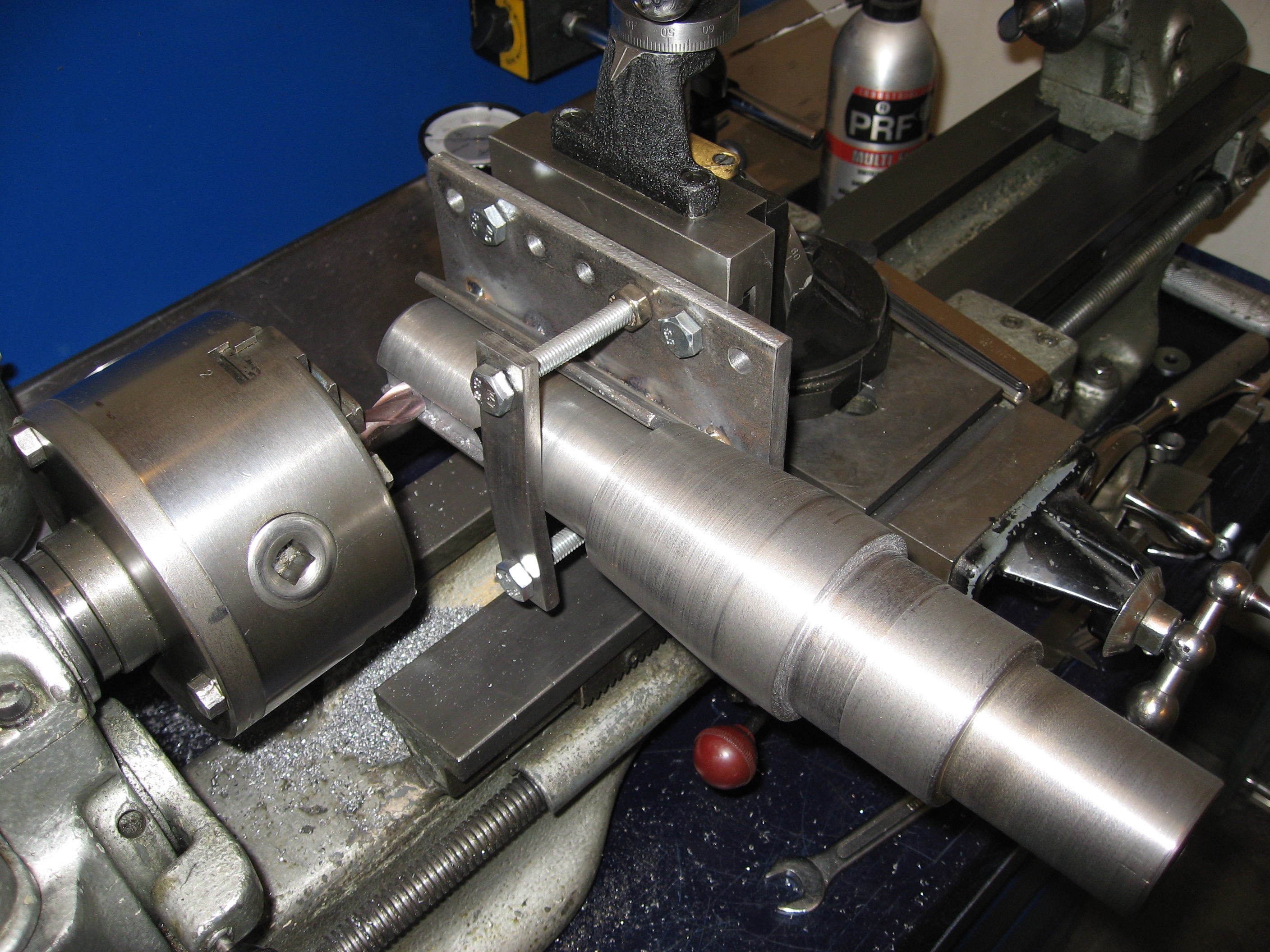
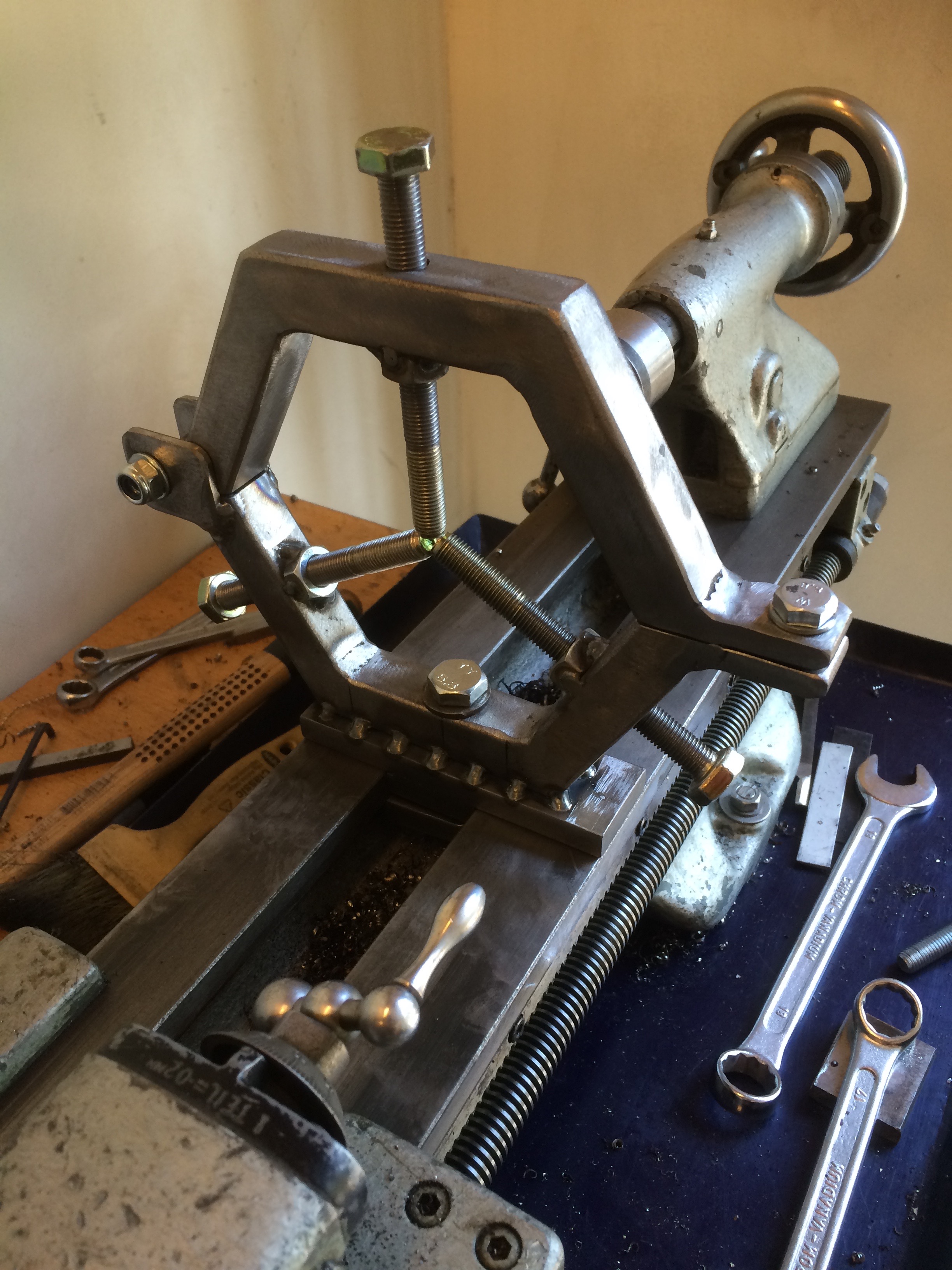
Koska optimaalinen käyntivälys leikkuu- ja vastaterän välillä on 1 mm luokkaa niin aksiaaliheittoa ei juuri saisi olla. Jotta laikan asemointi hitsausta varten ja sen aikana tulisi oikeaksi niin oli tehtävä akselille asennettava aksiaaliheiton säätöjigi.

Hitsauksen alkuvaiheessa heitot oli tarkistettava useampaan otteeseen ja hienosäädettävä säätöjigiä.

Akselilaippojen hitsauksen jälkeinen mittaus antoi tulokseksi – säteisheitto 0,5 mm ja aksiaalinen heitto 0,15 mm. Tämä tarkkuus riittää mainiosti.